數(shù)控車床車削外螺紋 如何確定最佳轉(zhuǎn)速與螺紋刀具選擇

在數(shù)控車床加工中,車削外螺紋是一項(xiàng)常見但要求精準(zhǔn)的工藝。最佳轉(zhuǎn)速并非一個(gè)固定值,而是需要根據(jù)工件材料、螺紋參數(shù)、刀具性能及加工策略等多種因素綜合確定的動(dòng)態(tài)值。螺紋刀具的選擇也至關(guān)重要,兩者相輔相成,共同決定了加工效率、螺紋質(zhì)量與刀具壽命。
一、 影響最佳轉(zhuǎn)速的核心因素
- 工件材料:這是決定轉(zhuǎn)速(切削速度Vc)的基礎(chǔ)。不同材料的切削性能差異巨大。
- 低碳鋼、合金鋼:常用切削速度范圍約為80-150 m/min。對(duì)于硬度較高的材料,需適當(dāng)降低速度。
- 不銹鋼:因其韌性大、導(dǎo)熱差,切削速度應(yīng)較低,通常為50-100 m/min,并需充分冷卻。
- 鋁合金、銅合金:允許較高的切削速度,可達(dá)200-500 m/min或更高,以獲得良好的表面質(zhì)量。
- 鑄鐵:速度通常中等,約60-120 m/min。
換算公式:主軸轉(zhuǎn)速n (rpm) = (1000 × Vc) / (π × 工件直徑d)。例如,用Vc=100 m/min車削直徑30mm的鋼件,轉(zhuǎn)速n ≈ (1000×100) / (3.14×30) ≈ 1061 rpm。
- 螺紋參數(shù):
- 螺距(P):螺距越大,切削負(fù)荷越大,通常需要適當(dāng)降低轉(zhuǎn)速,以保證排屑和減少振動(dòng)。
- 螺紋深度:深度越深,切削抗力越大,也應(yīng)考慮適度降速。
- 刀具因素:
- 刀具材質(zhì):硬質(zhì)合金涂層刀片可承受比高速鋼刀具高得多的切削速度。
- 刀尖圓弧與涂層:鋒利、耐磨的刀片和專用涂層(如TiN、TiCN、TiAlN)有助于在較高速度下保持穩(wěn)定。
- 機(jī)床與裝夾剛性:剛性好的機(jī)床和穩(wěn)固的裝夾可以承受更高的切削參數(shù),減少振刀風(fēng)險(xiǎn)。
- 冷卻與潤滑:充分的冷卻液(特別是攻絲專用油或乳化液)可以有效降低切削溫度,允許轉(zhuǎn)速在一定范圍內(nèi)提升,并改善螺紋表面質(zhì)量。
二、 螺紋刀具的關(guān)鍵選擇
選擇正確的螺紋刀是成功的一半,它直接影響所能采用的轉(zhuǎn)速和最終螺紋質(zhì)量。
- 刀片類型:
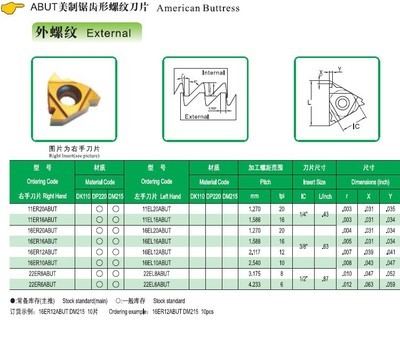
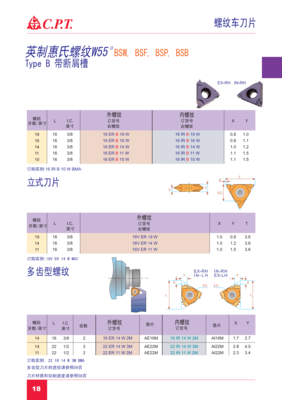
- 全牙型刀片:刀片廓形與螺紋牙型完全吻合,一次成型,精度高、光潔度好,適用于中低轉(zhuǎn)速下的精加工。
- 通用(V型)刀片:通過編程控制刀具路徑來加工不同螺距的螺紋,靈活性高,是現(xiàn)代數(shù)控車床的主流選擇。其刀尖強(qiáng)度相對(duì)較高,可適應(yīng)較寬的轉(zhuǎn)速范圍。
- 刀具材質(zhì)與涂層:
- 硬質(zhì)合金基體:根據(jù)加工材料選擇,如加工鋼件選用P類(藍(lán)色),不銹鋼選用M類(黃色),鑄鐵選用K類(紅色)。
- 專用涂層:螺紋加工常選用耐磨、潤滑性好的涂層(如TiAlN基涂層),以減少積屑瘤,提高轉(zhuǎn)速上限和刀具壽命。
- 刀桿與夾持系統(tǒng):選擇剛性足、精度高的刀桿,確保刀片安裝牢固、對(duì)中準(zhǔn)確,這是實(shí)現(xiàn)高轉(zhuǎn)速穩(wěn)定切削的基礎(chǔ)。
三、 確定最佳轉(zhuǎn)速的實(shí)踐方法
- 參考刀具供應(yīng)商推薦值:最權(quán)威的起點(diǎn)是螺紋刀片包裝或手冊(cè)上提供的針對(duì)不同材料的切削速度(Vc)推薦范圍。
- 公式計(jì)算:根據(jù)推薦的Vc和工件直徑,計(jì)算出初始轉(zhuǎn)速n。
- 試切與優(yōu)化:
- 在初始轉(zhuǎn)速下進(jìn)行試切,觀察切屑形態(tài)(理想的鋼件切屑應(yīng)為“C”形或短螺卷狀)、聽切削聲音(平穩(wěn)均勻)、檢查螺紋表面質(zhì)量。
- 如果出現(xiàn)振紋、噪音大:說明轉(zhuǎn)速可能過高或過低,應(yīng)嘗試調(diào)整(通常先適當(dāng)降低)。
- 如果排屑不暢、切削溫度過高:可能是轉(zhuǎn)速過低,或冷卻不足,可嘗試略微提高轉(zhuǎn)速并確保冷卻液到位。
- 對(duì)于大批量生產(chǎn),可在保證質(zhì)量的前提下,逐步優(yōu)化至兼顧效率與刀具經(jīng)濟(jì)壽命的最佳點(diǎn)。
四、 與建議
數(shù)控車床車削外螺紋不存在通用的“最佳轉(zhuǎn)速”,它是一個(gè)基于科學(xué)計(jì)算和工藝調(diào)試的優(yōu)化結(jié)果。
- 基本原則:在保證螺紋精度(中徑、牙型角)、表面質(zhì)量(無毛刺、振紋)和加工安全的前提下,盡可能使用較高的切削速度(轉(zhuǎn)速),以提高效率。
- 安全起點(diǎn):對(duì)于常見的鋼件(如45#鋼)中等螺距(如1.5-3mm)的加工,使用硬質(zhì)合金涂層刀片,可以從切削速度Vc=100-120 m/min左右開始試切。
- 核心搭配:高性能的螺紋刀具是實(shí)施高轉(zhuǎn)速、高質(zhì)量加工的前提。投資于品質(zhì)可靠的專用螺紋刀片和刀桿,往往能通過提升參數(shù)、減少廢品和換刀時(shí)間獲得更大回報(bào)。
最佳的工藝參數(shù)是材料、刀具、機(jī)床、冷卻液與編程技術(shù)(如分層切削、退刀方式)的完美結(jié)合。通過理論指導(dǎo)實(shí)踐,并勤于觀察和記錄試切結(jié)果,操作者或工藝員就能為自己的特定任務(wù)找到最適宜的轉(zhuǎn)速與刀具組合。
最新產(chǎn)品

2025-2031年螺紋刀具行業(yè)發(fā)展調(diào)研與市場(chǎng)前景分析報(bào)告

精密制造的關(guān)鍵伙伴 螺紋刀具公司及其車刀產(chǎn)品概述
自主研發(fā)引領(lǐng)未來 探秘成都道勤數(shù)控刀具的16ER10APIRD螺紋刀片

UN-60英美統(tǒng)一標(biāo)準(zhǔn)螺紋刀片與UNJ螺紋刀片 精密螺紋加工的可靠選擇

邯鄲刀具涂層廠 專業(yè)螺紋刀具涂層服務(wù),收費(fèi)合理,品質(zhì)卓越

螺紋刀具 從數(shù)控刀片到車刀的應(yīng)用與市場(chǎng)概覽

螺紋刀具 精密制造的“螺紋雕刻師”

供應(yīng)以色列CARMEX/卡邁斯16IR12UN BMA內(nèi)螺紋刀片圖片大全——東莞市邁步士數(shù)控刀具專業(yè)螺紋刀具解析

精密螺紋測(cè)量的基石 美制、英制與公制螺紋環(huán)規(guī)全面解析
16ER16W BMA英制55°惠氏內(nèi)外螺紋刀片 精密螺紋加工的優(yōu)選刀具